La bière CRUE ! Brasser sans ébullition : méthode de brassage médiévale, ultra écolo, low-tech, simple et savoureuse…
La bière crue, tu connais ? « Raw Ale » en anglais…
C’est un truc encore assez populaire dans la tradition des campagnes nordique apparemment, et ça va de paire avec les fameuses levures Kveik dont on nous rebat les oreilles à longueur de page insta pour beergeek dernièrement 😉
Allez, j’enchaine les expériences en ce moment, et aujourd’hui c’est ce que je préfère : un projet de brassage ultra expérimental avec les moyens du bord !
Ça sent bon le brassage amateur, un retour aux sources en quelques sortes.
Dans mon précédent article je vous racontait comment j’ai honteusement massacré une petite barrique en bois de 60L (qui fuitait malheureusement) pour la transformer en cuve de brassage « médiévale » simplissime :
Une simple cuve en bois, sans pompe, sans tuyaux, sans plastique, sans électricité… avec pour seul robinet un bête trou conique au fond et un manche à balais ! (sérieusement)
Aujourd’hui je vous raconte donc la suite logique de ce projet : la préparation du brassage de mes premières bières crues dans cette cuve de brassage en bois minimaliste !
Sans pour autant dire « c’était mieux avant » ou utiliser l’argument fallacieux de l’appel à la « tradition » ou dénigrer bêtement tout ce qui est « moderne », je pense qu’il y a tout de même quelques bonnes inspirations pour nous, brasseurs contemporains avides d’expériences, dans ces recettes et pratiques brassicoles originales de nos ancêtres… aussi surprenantes soient-elles à nos yeux !
Si tu n’as pas encore lu l’article précédent, je te le recommande chaudement :
Fabrication d’une cuve de brassage médiévale en bois ! Technique de brassage de bière ultra low-tech
C’est parti !
Étant donné que c’est un sujet véritablement passionnant et nouveau pour moi, l’article a fini par être « juste un peu » plus long que prévu…
Donc pour rendre la lecture bien plus agréable et rapide pour toi si tu ne veux pas tout lire, ou si tu veux savoir de quoi parle l’article plus en détails, voici un sommaire cliquable :
1 – Qu’est-ce qu’une bière crue ? Origine historique/géographique et définition technique
2 – Pourquoi vouloir brasser une bière si archaïque ? Avantages et inconvénients de la bière crue
3 – Création de ma première recette de bière crue – Recette simple et écologique
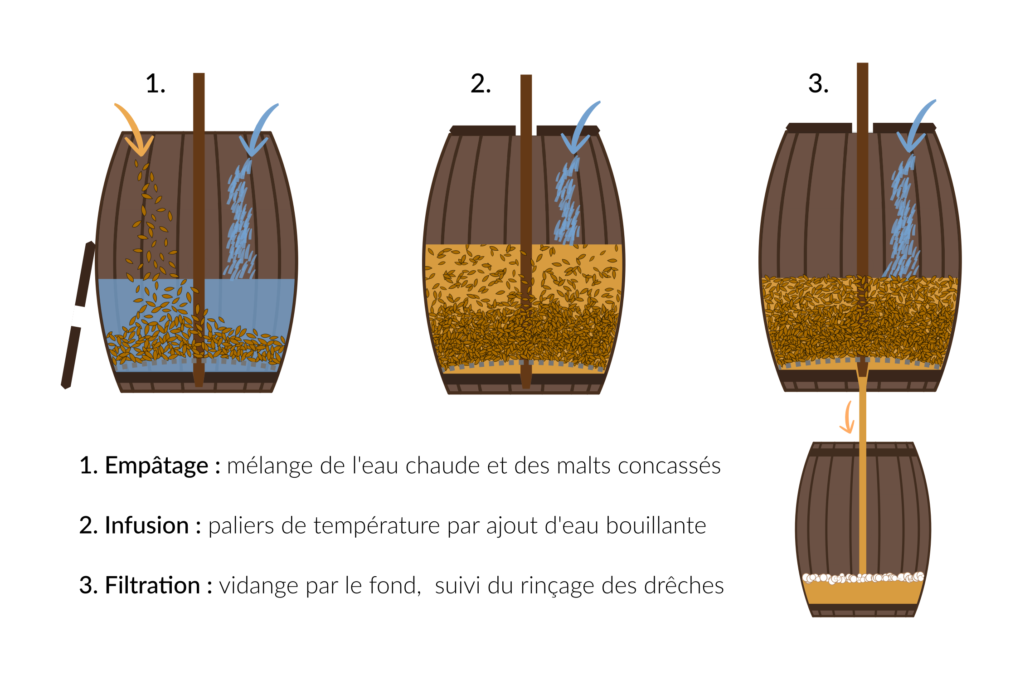
4 – Le processus de brassage dans ma cuve en bois minimaliste : explications et illustrations
5 – Brassage de mon premier proto de bière crue dans ma cuve en bois (lien vers l’article suivant)
1 – Une bière crue donc ? C’est à dire ?
Une bière crue c’est une bière qu’on a brassée (= infusion, puis rinçage des céréales maltées), mais qu’on a pas fait bouillir ! C’est tout, pas besoin de faire plus compliqué.
Il ne faut ni matériel spécial, ni ingrédients spéciaux, tous les brasseurs peuvent tester cette méthode : on fait tout comme d’habitude et on esquive juste l’étape d’ébullition à la fin.
Certains me rétorqueront déjà :
« Mais du coup, légalement c’est pas une bière puisque tu mets mas de houblon ! »
Ou encore :
« J’boirais jamais ton jus de chaussette acide là, ça doit être dégueu, j’suis sûr c’est toxique !«
(D’ailleurs tu peux le dire en commentaire si c’est ce que tu penses en me lisant ^^)
Ce à quoi je répondrai… lis l’article 😉
Puisqu’en effet, il ne s’agit PAS de bières acides, sour, sauvages, lambic… bref, appelez ça comme vous voulez ! Bien qu’on puisse faire une fermentation sauvage sur un moût de bière crue si l’envie nous prend, évidemment.
Et que malgré l’absence d’ébullition du moût, il n’est clairement pas impossible d’y ajouter tout de même du houblon pour profiter de son goût et de ses vertus antiseptiques légères.
Mais avant de se lancer dans la recette et le processus de brassage à proprement parler, définissons d’abord un peu notre sujet et son histoire :
(ou pas, → Aller à la section suivante pour voir les avantages/inconvénients des bières crues ←)
Mais d’où vient la Raw Ale au juste ?
Les coins reculés des fjords nordiques et des campagnes de l’est de l’Europe semblent avoir conservé une certaine tradition agricole et brassicole ancestrale, qui a failli s’éteindre emportant avec elle les souches de levures uniques qui allaient avec.
C’est à ces « bières de ferme » (= farmhouse ale) et aux brasseurs qui ont fait perdurer ce savoir et ces souches de levures centenaires qu’on doit l’arrivée sur le marché récemment de nouvelles bières très savoureuses répondant au nom de « kveik » !
Mais une bière crue ça n’est pas forcément une kveik, et vice-versa ! « Kveik » est simplement un des noms donné en norvégien à la levure et c’est pas le plus commun d’ailleurs, « gjær » étant plus courant apparemment. Il s’agit plus spécifiquement du nom donné à ce style de levure fermière qu’on conservait et se passait entre voisin et dans la famille…
Je vous laisse allez lire le lien ci-dessus si vous êtes curieux.
Cette levure impressionnante a retenu l’attention des chasseurs de micro-organismes et des brasseurs par ses caractéristiques uniques : fermenter à 40°C en donnant un goût fruité/épicé unique et finir cette prouesse en seulement trois à quatre jours ?!
Enfin bref, je m’égare déjà !
Il y a donc les maltøl norvégiens, gotlandsdrikke suédois, koduõlu estonien, kaimiškas lithuanien, sahti finlandais, qui sont toutes des « farmhouse ale » (catégorie bien trop générique d’ailleurs…) mais pas forcément toutes des « raw ale« . Apparemment certaines familles/brasseries bouillent leurs moûts et d’autres non, les derniers considérant cette pratique d’ébullition comme dégénérée, prouvant le peu d’hygiène du brasseur bouilleur !
Tout ça, c’est sans parler de ceux qui font bouillir une partie de la maische (décoctions), ou une partie plus ou moins grande du moût, ou juste l’eau avec le houblon/herbes…
Bref, il y a certainement autant de recettes et de méthode de brassage de bière crue qu’il y a de brasseur finalement, et il n’y a pas de limite parfaitement claire à ce niveau là pour décider entre ce qui est une « raw ale » et ce qui ne l’est pas…
Et pendant ce temps, nous, en Europe, on considère l’étape d’ébullition comme incontournable… On peut d’ailleurs en débattre en commentaire 😉
Pourquoi brassaient et brassent-ils encore aujourd’hui sans faire bouillir leur moût ?
La réponse est simple, et je l’ai déjà donnée en partie en introduction de l’article sur la fabrication de la cuve en bois : le métal était rare et cher, tout le monde n’avait donc pas chez-soi de gros chaudron adapté au brassage et qu’il pouvait chauffer facilement pour l’ébullition !
Aujourd’hui on possède du métal en masse, certes, mais certains brasseurs utilisent des cuves en bois et font perdurer la tradition de leurs parents, qui la tiennent eux-mêmes de leurs propres parents…
Mais c’est pas tout, faire bouillir la bière pendant une heure ou plus, ça veut dire entretenir un gros feu sous ta marmite pendant tout ce temps… Or, par le passé, le bois n’était pas aussi abondant qu’on peut le penser, et surtout, c’était un travail beaucoup plus physique qu’aujourd’hui pour abattre un arbre et le transporter.
Bref, à l’époque, le bois était un matériau essentiel pour… TOUT, et il ne fallait donc pas le gâcher, surtout vu l’effort nécessaire à fournir et le temps passé pour se le procurer en grande quantité…
Un argument de plus en faveur des bières non-bouillies dans l’histoire.
Mais ça nous sert à quoi aujourd’hui, maintenant qu’on a de belles cuves en métal partout et une énergie abondante et pas chère à disposition ?
Il faut donc maintenant que je réponde à la questions centrale pour nous brasseurs modernes :
2 – Pourquoi changer de méthode de brassage pour faire ce genre de bière étrange/archaïque ?
On va faire simple pour répondre, d’un côté le pour, d’un autre le contre… parce que oui, il y a des sacrifices à faire lorsqu’on brasse une bière crue, et ça n’est pas forcément adapté à tous les projets.
Mais clairement, c’est un outil intéressant de plus dans la besace du brasseur expérimentateur, pour créer des recettes uniques, et je laisse à chacun décider s’il est motivé à essayer ou pas !
Je donnerai mon avis suite à mes premières expériences plus bas dans cet article (ou dans un autre article si celui-ci est vraiment trop long).
Les avantage du brassage de bières crues :
Résumé :
Goût et texture unique – Plus de nutriments pour les levures – Économie d’énergie – Économie de temps
Détaillé :
- Ça permet de créer une bière au goût unique et à la texture plus ronde (ou plus soyeuse devrais-je dire ?) puisque les protéines qui s’agglomèrent en temps normal pendant l’ébullition, et sont donc en partie éliminées dans le « trub » avec les particules de houblon, restent ici intactes et présentes du début à la fin du processus, jusque dans la cuve de fermentation, et finalement jusque dans notre verre (en partie). C’est par exemple une méthode simple qui pourrait, je pense, être utilisée avec de bons résultats pour faire ces « Hazy IPA » ou « NEIPA » à la mode. Pourquoi pas tenter une NEIPA crue au lieu de galérer en ajoutant trop de flocons d’avoine qui rendent les drêches gluantes et la filtration difficile ? (NEIPA = New England IPA = bière trouble, très douce, et bien fruitée grâce aux houblons, mais relativement peu amère comparée aux IPA américaines classiques. C’est généralement de l’avoine qui lui confère sa texture soyeuse et son trouble caractéristique)
- Les levures apprécient aussi cet apport de nutriments supplémentaire qui leur permet de se multiplier davantage, plus vite, et de finir la fermentation plus rapidement qu’avec un moût standard bouilli en théorie. On ne manquera pas de signaler ici que la fermentation et la levure, c’est souvent la moitié des saveurs d’une bière, donc c’est un aspect primordial du brassage ! Aussi, il me semble bien que la quantité de nutriments présents aura une influence sur le type et la quantité de molécules aromatiques produites par les levures, notamment, dans le cas des bières crues, une production d’esters plus importants (qui semble d’ailleurs être une caractéristique assez répandue dans les bières fermières du nord et de l’est de l’Europe)
- Une bière crue, ça a l’avantage aussi d’être très économe en énergie, puis qu’on évite de devoir chauffer le moût jusqu’à 100°C, et de dépenser des quantités importantes d’énergie pour faire s’évaporer ~5 à 10% du volume du moût pendant l’ébullition. Côté consommation de gaz ou d’électricité, je pense qu’on peut dire sans prendre trop de risques qu’on diminue ainsi la facture énergétique (et la pollution associée) par deux environ. Et du coup, autre bonus écolo : on consomme aussi moins d’eau car on a moins de pertes de volume lié à l’évaporation, et surtout on a pas besoin de refroidir autant le moût avant la fermentation. D’ailleurs, personnellement dans mon processus, je ne le refroidis même pas du tout puisque le moût chaud sert aussi à pasteuriser la cuve de fermentation pour limiter les risques d’infection ! (donc consommation d’eau divisée par deux environ aussi !)
- Et ça peut aussi permettre de raccourcir la journée de travail en théorie puisqu’on évite le temps de montée en température et les traditionnelles 1H / 1H30 d’ébullition … Mais pas vraiment dans mon cas, puisque dans mon processus habituel j’ai tendance à faire des ébullitions courtes, comme je l’expliquais dans mon article « 5 astuces de brassage : … ». Aussi, dans le cas de cette recette de bière crue, je vais essayer de brasser autant que possible « à l’ancienne ». J’explique ça plus en détails dans un instant.
Bon, c’est franchement plutôt idyllique comme description, et normalement tous les brasseurs qui m’ont lu jusqu’ici seront tentés de tester ça très rapidement au moins une fois, n’est-ce pas ?
Mais ces 4 avantages ont un prix…
Les risques/inconvénients du brassage sans ébullition :
Résumé :
Risque d’infection – Pas d’isomérisation du houblon – Risque de faux-goûts – Durée de conservation amoindrie – Difficile de brasser des bières fortes
Détaillé :
- Il y a le risque d’infection ! Malgré ces avantages intéressants, il faut en contrepartie être très rigoureux sur la propreté du matériel et bien maitriser la fermentation pour ne laisser aucune chance aux potentielles bactéries de prendre le dessus et d’acidifier ou gâcher le goût de notre bière. J’ai déjà pu aborder ce point à la fin de l’article précédent, et on en reparlera un peu plus bas avec mes premiers tests, mais il n’y a finalement rien de bien compliqué pour mettre toutes les chances de sont côté. Des centaines de brasseurs y arrivent encore de nos jours avec du matériel très basique en Norvège, Suède, Lituanie…
- Mais ce n’est pas tout, second inconvénient à se passer d’ébullition : l’isomérisation des acides alpha ! Ou plutôt l’absence d’isomérisation… Difficile dans ce cas d’houblonner notre bière comme on en a l’habitude. Mais rien n’empêche, comme le font bon nombres de fermiers-brasseurs des régions nordiques, de faire bouillir le houblon dans l’eau utilisée pour le rinçage des drêches par exemple, de faire une « tisane de houblon ».
Et même dans le cas où on ne ferait pas ça, rien n’empêche de faire infuser notre houblon simplement dans le moût chaud à ~75/85°C à la fin du brassage, au même titre qu’une infusion en « whirlpool » (=tourbillon) qui est traditionnellement réalisée après l’ébullition à des températures inférieures à 100°C. L’extraction d’amertume sera toutefois moindre, forcément, mais ce n’est pas trop grave puisque les IPA de gros bourrins à 100+ IBU semblent perdre peu à peu en popularité ! (Bonus : les bons logiciels de brassage genre BeerSmith savent estimer les IBU extraits à température faible)
- Il ne faut pas négliger non plus le fait que l’ébullition, en plus de créer de nouvelles saveurs (caramélisation, isomérisation, extraction des arômes du houblon…) permet et/ou a le désavantage aussi d’en éliminer ! Certains connaissent le DMS (goût de légume cuit) par exemple, qui fait parti des faux-goûts évacués efficacement par une ébullition vigoureuse… Tout comme les précieuses huiles essentielles qui donnent leur odeur/saveur si délicieuse à nos précieux houblons ! Reste à voir s’il s’agira d’un défaut ou d’une qualité de cette bière crue ! Peut-être que ces « faux-goûts » contribuent en fait à quelque chose d’agréable au final dans un autre contexte ? Ou peut-être qu’ils seront cachés par les huiles essentielles du houblon qui n’auront pas été évaporées par une longue ébullition… Il n’y a qu’une seule manière de le savoir 😉
- Et ce qui était listé comme un avantage de la méthode, l’avantage principal même, est en fait une épée à double tranchant : il y a un soucis avec les protéines qui restent abondantes dans le moût, ce qui cause, semble-t-il, des soucis de conservation dans le temps… Comme peuvent d’ailleurs l’attester les brasseurs de NEIPA, fortes en protéines apportées par de l’avoine généralement ! Un processus irréprochable pour éviter l’oxydation semble donc essentiel si on veut avoir une chance de garder cette bière plus de deux semaines (j’ai pu lire qu’il est difficile de la conserver davantage). Au frigo ou en chambre froide le problème semble quand même bien amoindri. À tester. En sachant toutefois que la fragilité des NEIPA ne provient pas seulement des protéines abondantes, mais aussi et surtout de la dose massive de houblon employée, au même titre que n’importe quelle bière houblonnée généreusement, surtout lorsqu’il s’agit d’un houblonnage à froid apparemment.
- Enfin, dernier problème si ton objectif est de brasser une bière forte en alcool : comme on ne fait pas bouillir le moût, on n’évapore presque pas d’eau, donc on ne concentre pas les sucres. C’est donc un peu plus difficile d’atteindre des densités initiales très élevées, et donc des taux d’alcool très élevés, avec cette technique à moins d’ajouter des sucres raffinés au moût. Pour moi qui suis avocat des bières faibles en alcool tant pour des raisons de santé/économie/écologie, que par préférence personnelle, ça n’est pas un problème du tout, bien au contraire !
3 – L’utilisation de ma barrique pour brasser cette bière crue :
Le récipient à beau être original, je brasse exactement comme n’importe quel brasseur qui a une cuve isolée et un moyen de faire chauffer de l’eau à côté en fait !
C’est sûr qu’avec mon GrainFather 30L électrique à côté pour faire chauffer l’eau j’suis pas super médiéval, mais je l’ai dit dans l’article précédent et je le répète ici : je n’ai pas la prétention de faire de la reconstitution historique. Amis historiens et archéologues, posez vos armes 🙂
MISE À JOUR :
Entre temps j’ai pu brasser avec cette cuve et je confirme que ça fonctionne très bien !
J’en dis plus en conclusion de cet article :
Bière CRUE N°1 – résultats de ma première expérience, recette et conclusions
4 – Créer une recette de Raw Ale « à l’ancienne » ET écolo :
Comme je le disais plus tôt, ma journée de brassage risque d’être assez longue malgré la suppression de l’étape d’ébullition. En effet, pour être cohérent avec l’esprit médiévalesque de cette entreprise brassicole innovante, j’ai décidé d’y incorporer des céréales crues aussi.
En plus du malt (= céréales trempées, germées, séchées, parfois grillées/caramélisées), j’utiliserai donc une certaine proportion (à déterminer) de céréales crues (orge, blé ou autre), à l’état brut, tel que récoltées dans les champs et n’étant pas passé par ces étapes de transformation supplémentaires habituelles dans une malterie.
Pour en savoir plus sur les avantages et les contraintes qu’impliquent l’utilisation de céréales crues, j’ai écrit un article à part, parce que celui-ci était déjà bien trop long :
Brasser avec des céréales CRUES c’est pas juste une méthode d’industriel pour réduire ses coûts !
Dans l’article ci-dessus j’explique pourquoi incorporer du malt cru dans ma recette permet de réduire son bilan carbone et d’avoir une bière intéressante gustativement.
Dans mon cas, ça me permet aussi d’avoir une recette globalement plus proche de ce qui pouvait se faire il y a quelques siècles en terme de qualité de céréales sans avoir besoin de malter soi-même ses céréales chez-soi à l’ancienne.
Voici mes objectifs pour cette recette :
Ça rappellera à certains d’entre vous la manière de procéder de l’article n°1 de la série sur la création de recettes, que je n’ai d’ailleurs jamais fini d’écrire… un jour… un jour !
- Objectif n°1 : finir de « dégrader » les protéines et les béta-glucanes des céréales crues pour rendre leur amidon accessible et permettre une filtration facile ensuite. MAIS, j’aimerai faire ça sans risque de poser de problème de tenue de mousse, donc il faudra bien choisir la température…
- Objectif n°2 : Créer un maximum de sucres non-fermentescibles (sucres complexes que les levures ne peuvent pas manger), car en l’absence d’ébullition, les enzymes continueront de travailler plus longtemps après le brassage, donc le moût continuera à évoluer vers plus de sucres simples avant que les enzymes finissent par se dégrader avec la chaleur.
- Objectif n°3 : pasteuriser un peu le moût et la cuve dans laquelle il sera transféré à chaud, pour limiter autant que possible les risques d’infection indésirable par des microorganismes autres que mes levures à bière sélectionnées.
Si tu n’as pas envie de lire le détail expliquant pourquoi je choisis telles températures pendant telles durées, je t’invite simplement à :
→ Aller à la section suivante pour voir le profil de brassage créé ←
Objectif n°1 : faciliter le rinçage et améliorer le rendement malgré les céréales crues
Pour l’objectif n°1, je vais faire deux paliers : un palier à 40°C qui activera préférablement la beta-glucanase (pour éviter que les céréales crues rendent la maische « gluante » et trop difficile à filtrer). Puis un second palier à 55°C qui activera préférablement les protéinases en évitant d’activer trop les peptidases.
Ça permettra d’améliorer la qualité de la bière en théorie (mousse, texture) et ça cassera la « matrice » de protéines qui enferme l’amidon auquel on voudra accéder ensuite, augmentant ainsi le rendement et facilitant la filtration.
Les protéinases cassent préférablement les grosses protéines en protéines moyennes, qui servent de nutriment aux levures et contribuent au trouble et à la texture, alors que les peptidases cassent ces protéines moyennes, ce qui risquerai de causer des soucis de mousse et de texture.
L’effet de ces enzymes est discuté, il parait qu’il y en a vraiment très peu d’actives dans le malt moderne, donc ces paliers sont peut-être inutiles…
Mais ça peut pas faire de mal, au pire ça hydrate juste les grains, ce qui est déjà bien.
Utiliser une partie de malt vert serait ici préférable pour apporter une quantité efficace de ces enzymes intactes (mais bref, on en reparlera dans un autre article, c’est une autre expérience prévue pour 2021 😉 )
Objectif n°2 : brasser une bière qui ne finisse pas sèche et trop alcoolisée, malgré les contraintes du processus
Pour l’objectif n°2, c’est simple, je vais faire un palier à 70°C, qui se situe très proche de l’optimal pour la alpha-amylase, enzyme qui transforme l’amidon des céréales en différents sucres, notamment des sucres complexes, non fermentescibles.
Avec le temps, l’alpha-amylase va finir par aussi casser les sucres complexes en sucres moyens et simples, que les levures pourront donc manger pour en faire de l’alcool, il ne faut donc pas trop prolonger le palier. C’est pour ça que j’ai décidé de ne faire que 20 minutes à cette température.
La beta-amylase quant à elle crée des sucres simples et fonctionne idéalement à 63°C. Elle est dégradée autour de 71°C d’après mes recherches, d’où la température de mon palier à 70°C, qui devrait déjà dénaturer une certaine proportion de ces enzymes fragiles et les empêcher d’agir.
Les sucres simples seront tous transformés en alcool par les levures, et je préfère éviter d’en créer trop pendant le brassage à proprement parler, puisqu’ils vont apparaitre ensuite au fil du temps tant que le moût sera chaud, à cause de l’action prolongée des alpha-amylases en l’absence d’ébullition pour les désactiver totalement.
Si on regarde la courbe ci-dessous prise chez WoodlandBrew.com, on peut estimer qu’au bout de 20 minutes de brassage à peu près, on a atteint le maximum de sucres non-fermentescibles dans le moût, et la grande majorité de l’amidon est transformé en sucres, ce qui est justement mon objectif ! Après ça plus on attends, plus les sucres complexes seront dégradés en sucres simples, et j’aimerai limiter ce processus autant que possible.
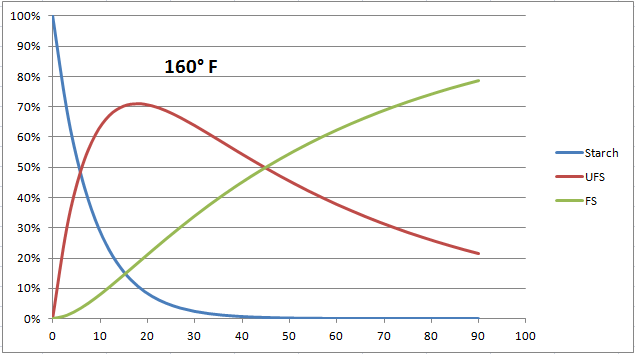
Infusion à 71.1°C – proportions de sucres et d’amidon en fonction du temps (UFS = sucres non fermentescibles, FS = sucres fermentescibles, Starch = amidon)
Objectif n°3 : éviter une infection et tenter de limiter la dégradation des sucres complexes en sucres simples fermentescibles
Objectif n°3 : un palier à 85°C pour finir de créer un max de sucres non-fermentescibles, essayer de désactiver un peu les enzymes sans ébullition, et aider à finir de bien pasteuriser le moût pour limiter les risques d’infection.
Clique ici pour passer cette explication excessivement longue sur la dégradation des enzymes et la théorie de la pasteurisation :
→ Aller à la section suivante : voir le profil de brassage créé ←
(désolé, j’me suis emballé… j’étais d’humeur bavarde !)
Et oui, même si la température « seuil » d’inactivation des enzymes alpha-amylases créatrices de sucres non-fermentescibles est théoriquement de 76°C, il ne s’agit pas d’un simple levier mécanique, d’un point de bascule qui une fois franchi désactive toutes les enzymes !
Ça serait trop simple 😉
Non, c’est juste qu’à partir de ~76°C, les alpha-amylases se dégradent rapidement, et de plus en plus vite avec la température qui augmente, donc très peu survivront longtemps 10°C au dessus de leur « seuil » d’inactivation théorique… Mais on fait de la chimie là, donc il ne faut pas oublier que plus la température est élevée, plus les réactions chimiques sont rapides, et c’est exponentiel. Donc le peu d’enzyme survivantes vont être super efficaces et continuer à casser du sucre (mais pas sur notre dos, ouf ! :p )
Bref, même à 85°C, bien plus chaud que notre « mash-out » (palier d’inhibition enzymatique) typique, il ne faut pas croire que les enzymes ne bossent plus.
Et j’en veux pour preuve mon « Expérience Légère », brassin n°34 réalisé tout récemment : ambrée à 2.9%alc brassée à 84°C pendant 1H ! (J’ai eu une efficacité globale de 75%, pas si mal pour une expérience à l’arrache)
Pour la pasteurisation, c’est simple, plus c’est chaud, plus c’est long, plus on va réduire la « charge » de contaminants.
Pasteurisation, illustration de la « zone léthale » théorique : température vs durée
Et s’ils sont suffisamment peu nombreux après ça, ce qui est notre objectif, ils n’arriveront jamais à se développer face à la colossale dose de levures actives affamées qu’on aura ajouté.
Attention, comme pour les enzymes, il n’y a pas de point de bascule, pas de température magique qui tue d’un coup tout contaminant. Déjà, chaque microorganisme à sa propre température, et pour les contaminants de la bière on estime généralement qu’ils meurent à partir de 60°C… sauf certains thermophiles qui survivent plus de 10°C au-delà !
Ensuite, c’est comme pour les enzymes, on ne les détruit pas toutes d’un coup, même une fois le seuil franchis, mais seulement un certain pourcentage
En gros, d’après les mesures expérimentales que j’ai pu trouver, on tue 10× plus vite les contaminants (levures sauvages) à 67°C qu’à 60°C, et 100× plus vite à 74°C qu’à 60°C (logarithmique, vitesse ×10 pour chaque paliers de 7°C).
Et du coup pour simplifier la réalité, on peut dire que pour chaque minute de temps de pasteurisation, on tue un pourcentage constant des contaminants encore présents à ce moment là, et plus la température est élevée, plus ce pourcentage est élevé. On arrivera donc jamais vraiment à tous les tuer, puisqu’il s’agit d’une pasteurisation, pas d’une stérilisation à haute température/pression !
Admettons qu’on tue seulement 5% des contaminants présents en 1 minute à 60°C, si on maintien ce palier pendant 15 minutes, à la fin il reste seulement 46% des contaminants initialement présents… Bof. Mais attends 15 minutes de plus à 60°C et il ne reste déjà plus que 21% des contaminants.
Et si on avait été à 67°C au lieu de 60°C, au bout de 15 minutes, d’après les modèles théoriques, on aurait plus que 0,05% des contaminants initialement présents. Là ça commence à être utile…
Alors augmente encore presque trois fois de +7°C, jusqu’à atteindre notre parlier de 85°C et tu imagines l’efficacité de cette étape de pasteurisation, au moins 1000x plus rapide en théorie qu’à 60°C
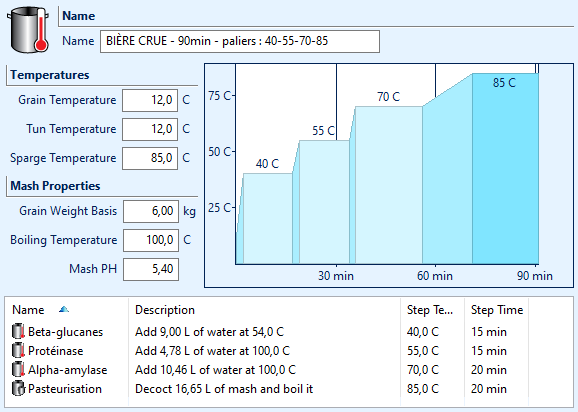
Profil de brassage obtenu pour cette expérience de bière crue aux céréales crues brassée en mode médiéval :
Du coup, comme on peut le voir dans la fenêtre ci-dessous, prise de vue de mon profil de brassage sur BeerSmith, j’ai prévu au total 4 paliers, dont un, le dernier, réalisé en décoction puisque je ne peux pas ajouter plus d’eau bouillante pour atteindre mon objectif de 85°C : il aurait fallu de l’eau à 150°C, impossible, ou alors ajouter 35L d’eau bouillante… ce qui aurait été un peu problématique pour un brassin devant finir à ~20L !
Les défauts potentiels de ce profil de brassage :
- Les faux-goûts ?
Comme j’ai pu l’expliquer dans la section précédente sur les avantages/inconvénients du brassage de bière crues, on pourrait aisément me rétorquer que, en l’absence d’ébullition, ma bière risque d’avoir un faux-goût de DMS !
En effet, le fameux « DMS » se crée dans le moût à partir de ~82°C d’après mes recherches, donc mon palier à 85°C risque d’en créer. Mais comme la température est relativement basse comparé à une température d’ébullition, le DMS se formera lentement. J’espère donc que ça ne se sentira pas au goût.
Dans le pire des cas, je baisserai la température de ce palier à ~80°C pour les prochains tests. Pour rappel, DMS = DiMethyle Sulfide en anglais = sulfure de diméthyle en français : une molécule aromatique indésirable au goût de chou cuit, d’artichaut, d’asperge, de maïs… Bref, de légume ! Elle apparait naturellement à chaud dans le moût, se format à partir des précurseurs apportés par les malts clairs et elle est généralement évacuée lors de l’ébullition. Les malts clairs type pils créent parait-il davantage de DMS que les malts anglais un peu plus foncés.
- Le rendement ?
Peut-être que la durée de mes paliers à 40 et 55°C n’est pas assez longue pour avoir un réel effet sur les céréales crues, brutes, qui seront utilisées, ce qui aurait un impact négatif sur mon rendement et aussi certainement sur la facilité de filtration. Et peut-être que le palier à 70°C n’est pas assez long pour convertir correctement tout l’amidon présent ?
- Le taux d’alcool ?
Peut-être qu’un palier à 70°C n’est pas une bonne idée car la beta-amylase y est encore active, ce qui risque de me faire une bière plus alcoolisée que prévu ! Un palier à 75°C aurait plus de chances de désactiver fortement la beta-amylase, laissant la place libre à la alpha-amylase pour faire son travail de fabrication de sucres complexes tranquillement… Mais en faisant 40-55-70-85°C c’était élégant, symétrique, parce que j’augmente à chaque fois la température de 15°C entre chaque palier… et j’aime bien les symétries et les chiffres ronds.
Choix et utilisation des ingrédients : malts, levures, houblon
Pour brasser, côté malts, je vais commencer avec des malts de base, pales, et aucun malt caramélisé, grillé, torréfié, acide ou fumé. Et aucune autre variété de céréale que l’orge pour le moment… je verrais plus tard pour expérimenter avec du sorgho, du blé, du seigle… C’est pas l’inspiration qui manque à ce niveau là !
J’ai prévu d’utiliser un peu d’orge cru aussi pour le côté écologique et rustique de la recette, comme j’ai pu l’expliquer plus tôt dans cet article.
J’ai décidé de mettre 6kg de céréales pour 20L de bière parce que c’est la quantité qui est nécessaire pour atteindre ~5%alc avec ce profil de brassage d’après mon logiciel de brassage (BeerSmith 3) ! Mais je risque d’avoir plus d’alcool que prévu puisque les amylases resteront actives longtemps comme il n’y a pas d’ébullition, ce que beersmith ne sait pas vraiment calculer, et qui donnera en théorie une bière plus sèche et plus alcoolisée que prévu.
Qu’une seule manière de savoir : tester soi-même !
Pour le houblonnage j’ai décidé d’utiliser un houblon alsacien que j’aime beaucoup parce qu’il est vraiment élégant et agréable je trouve, c’est le Mistral. Je ne veux pas une bière amère, donc je ne vais pas réaliser de thé de houblon en le faisant bouillir préalablement dans mon eau de rinçage pour en isomériser les acides alpha amères.
Je vais simplement le laisser infuser plusieurs heures pendant que le moût chaud fraichement filtré refroidit en attendant que j’y ajoute la levure. Beersmith estime qu’avec 50g de Mistral à 5.9%aa, infusé pendant 4H30 à 60°C, je vais extraire 1.5IBU ! Idéalement pour le côté antiseptique du houblon, il est préférable d’avoir au moins 10, voir même 15IBU.
C’est raté pour cette fois ! On verra si ça pose problème ou pas.
Enfin, pour la fermentation je prévois d’utiliser la S-04 de Fermentis, levure sèche en sachets, parce que j’en ai dispo et qu’elle fait un travail merveilleux pour clarifier et faire un dépot solide au fond du fermenteur rapidement !
Comme c’est une levure sèche, je peux me permettre d’en mettre une grosse quantité pour assurer une fermentation rapide qui devancera tout risque d’infection .
Et puis j’aime bien le goût de cette levure avec des styles de bière ronds, doux et maltés en général, donc j’espère qu’elle me plaira ici aussi !
Calculs des volumes d’eau de brassage et de rinçage :
Du coup si tout se passe comme prévu, on finira le brassage après 1H30 d’infusion environ, avec un total de 24,3L d’eau ajouté à mes 6 kg de céréales (4,04L/kg). Il est alors temps de passer à la filtration !
Pour filtrer on procède avec précaution : on place une cruche sous la barrique au centre puis on « ouvre les vannes » (en soulevant le bâton central qui bouche le trou) pour récupérer au moins un pichet de deux litres de jus dans un premier temps. Ces deux premiers litres contiendront sans doute pas mal de morceaux de céréales qu’on veut éviter de transférer dans le fermenteur, et qu’on reversera donc en haut de la cuve doucement pour ne pas remuer le gâteau de drêches.
Et ensuite c’est parti, on soulève à nouveau doucement le bâton central pour laisser couler le moût, et on règle sa hauteur pour limiter le débit et éviter que le filtre se colmate (surtout si on a concassé finement).
Une fois que le haut du gâteau de drêches est apparent, j’ajoute mon eau de rinçage. En théorie j’aimerais 20L de moût dans la cuve de fermentation, et j’ai brassé avec ~24L d’eau + 6kg de céréales. Donc je devrais pouvoir sortir 24-6 = 18L de moût environ lors de la filtration.
Donc pour avoir 20L au total dans la cuve de fermentation, je dois rincer avec environ 2L d’eau à 85°C. Mais j’en préparerai davantage juste au cas où : mieux vaut trop que pas assez 😉
Au pire ça servira toujours lors du nettoyage !
Et je crois qu’il est grand temps que je me taise !
Comme cet article fait déjà plus de 5000 mots, j’ai préféré résumer tout ce qu’il y avait à dire sur ma première expérience de bière crue dans un article à part :
Bière CRUE N°1 – résultats de ma première expérience, recette et conclusions
Si cet article t’as plu, inspiré ou été utile, n’hésite pas à le partager à tes collègues brasseurs et à laisser un p’tit commentaire 😉
À très bientôt pour la suite de l’aventure !
[…] Bière crue : introduction, explications et recettes […]
[…] La bière CRUE ! Brasser sans ébullition : méthode de brassage médiévale, ultra écolo, low-tech… […]